|

- The Amtech SynTECH series solder
cream is a synthetic poly-adduct designed to exceed requirements
for reliable solder joints in SMT PC board assemblies. This cream
was formulated to replace traditional rosin/resin based no clean
formulations with more reliable synthetic materials. This formula
is designed to have a wider process window and better compatibility
with OSP's than previous no-clean formulations. SynTECH has been
formulated to work with all no lead formulations, including the
tin/silver/copper alloys without compromising SIR values. In
addition, the SynTECH series does not require refrigeration if
left at room temperature for 6 months and has a 12-18 month refrigerated
shelf life. This formulation exhibits long print life and tack
time in various environmental conditions.
-
- 1.0 Scope:
This specification covers the solder paste SynTECH; 90.5-91.5%
for stencil printing and 87-88% for dispensing in interconnection
of surface mount devices.
- 2.0 Performance and Standard:
- Stencil Life: 12-18 hours under
proper process parameters
- Tack Time: 18-24 hours under
proper process parameters
- Chatillon Tack Values: .059grams
- 6 Hours; .045grams - 8 Hours; .044grams - 24 Hours
- Solder Alloys:
|
63Sn/37Pb; 62Sn/36Pb/2Ag; 60Sn/40Pb;
96.5Sn/3.5Ag; 95Sn/5Sb; 95Sn/5Ag; 10Sn/88Pb/2Ag; 43Sn/43Pb/14Bi;
96.5Sn/3.0Ag/. 5Cu
(Other alloys available upon
request) |
- Profiles available upon request:
60Sn/40Pb: 183-191C; 96.5Sn/3.5Ag: 221C; 95Sn/5Sb: 235-240C;
95Sn/5Ag: 221-245C; 10Sn/88Pb/2Ag: 268-290C; 43Sn/43Pb/14Bi:
144-163C; 96.5Sn/3.0Ag/.5Cu: 217-219C
- Flux Content (wt%): Printing
applications 9% +/-1%; Dispensing applications 12% +/- 1%
Tested according to IPC-TM-650 2.2.20
Metal Volume: Approx. 5.6% more metal after reflow than a typical
90% metal load paste for more reliable solder joints
Viscosity: Printing Applications, T2,T2A,T3 &T4 800Kcps to
900Kcps +/-10%, Dispensing Applications, T2,T2A 375-475Kcps +/-10%;
T3 400-500Kcps +/-10%; T4,T5 450-550Kcps +/-10%. Tested according
to IPC-TM-650 2.4.34 and 2.4.34.2
- Grain Size: -200/+325 (T2) 75-45
microns; -270/+400 (T2A) 53-38 microns; -325/+500 (T3) 45-25
microns; -400/+500 (T4) 38-25 microns; -500/+635 (T5) 25-20 microns.
Tested according to IPC-TM-650 2.2.14 and 2.2.14.2
- Particle Sphericity: 99.5% of
the powder spheres exceed 85% roundness factor
- Chlorine Content in Flux (%):
Pass - IPC-TM-650 2.3.33, less than 2.5mg/in2 via Ion Chromatography
- Flux Classification/Copper Mirror:
RELO as classified by IPC-TM-650 2.3.32
- Insulation Resistance: Greater
than 1.8x1011 after humidity exposure. Tested according to IPC-TM-650
2.6.3.3
- 3.0 Test Result Report:
Report contains metal percentage, viscosity, wetting and solder
ball tests. A detailed chemical analysis of the alloy is also
available.
- 4.0 Packaging
SynTECH is available in 35,100 gram syringes; 250,500,600 gram
jars; 700,1200 gram cartridges; and 800 gram DEK
Pro-Flow cassettes.
- 5.0 Guarantee Period
Amtech certifies that when stored properly the material will
meet all specifications for 12 months from the date of manufacture.
For FreshMix, it will last for 18 months from the packaging date.
Proper storage: Premix 38-44F for 12-18 month shelf life; 65-72F
for 6-month shelf life. Allow material to warm up to ambient
temperature before opening. (Do not attempt to accelerate the
warming process) Freshmix, do not store above 75F.
-
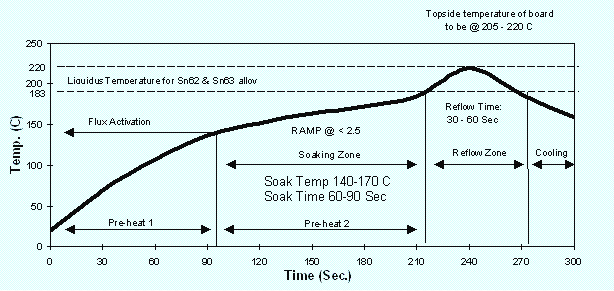
- Soldering Profile - Lötprofil:
-
- NOTE:
- Ovens larger than 5 zones may
require increasing the belt speed. SynTECH can generally increase throughput
by as much as 1/3.
The ultimate goal of the reflow process is to achieve high quality
solder joints on all of the component leads of a particular assembly,
and to do this consistently. The process involves heating the
leads, pads, and cream above the melting point of the alloy so
that the solder on the leads, pads, and in the cream reflows
into a homogenous fillet. Consistency in the process depends
on the ability to control the application of heat and the variation
of heat both across the board and from board to board. This controlled
heating is called the PROFILE. The typical profile includes the
following zones: preheat, drying or soak and reflow or spike
zone. The goal of the preheat zone is to bring the assembly up
to temperature uniformly, generally at a rate of 2OC /second
or less. This will minimize the potential for thermal shock on
the components due to varying heat capacities. The preheat zone
also begins the driving off of some of the solvents added to
the cream for printing and releasing. The second zone continues
the drying out of solvents to prevent out gassing and possible
spattering of the cream. This zone, sometimes called the soak
zone, is also where the flux begins to remove the oxides from
the surfaces of the leads, pads, and the powder itself. The resins
and or higher boiling solvents remain as a cover to prevent the
re-oxidation that would readily occur at the elevated temperatures.
In the reflow, or spike zone the temperature is quickly raised
20-40OC above the melting point of the alloy. It is here that
the solder wets the surfaces, and forms the intermetallic bonds.
The intermetallics of 63/37 and other high tin alloys with copper
are Cu3Sn on the copper side, and a relatively irregular and
rough Cu6Sn5 on the solder side. The period of time above reflow
is called the dwell time, typically 30- 60 seconds. The dwell
should be long enough to allow for all of the joints to reach
temperature and form the bonds. Too long of a dwell time can
lead to excessive intermetallic formation. Both of the intermetallics
are brittle and if they make up a large portion of the fillet
can lead to premature failure of the joint.
The Recommended profile is not a line but a zone or band. The
upper and lower temperatures that will still give satisfactory
results for the particular cream define the width of this band.
This band is also referred to as part of the process window,
the larger the band the larger, or more forgiving, the window.
It would be very easy to profile an oven if you only had to reflow
one component type on a uniform board. In the real world, almost
every assembly has variation across the board due to different
components, and/or component densities. Variations in the board
itself can lead to large differences in thermal mass. If you
were able to plot the profile of each joint, you would get a
band corresponding to the variation across the board. A proper
profile will have the board's variation band completely inside
the process window.
Besides variation across the board, you can also have variation
across the oven. The heat sinking of the conveyer system sometimes
causes this, or airflow variations near the sides, or non-uniformity
across the heating element. Another source of variation is from
the ability of an oven to hold temperature and recover after
a board passes through. This is called the load factor of the
oven. This will very from oven to oven, but a starting point
would be between one half and one board length between boards.
The actual method of heating is not as important as the ability
to control the heating in a repeatable manner. The information
contained herein is based on technical data that we believe to
be reliable and is intended for use by persons having TECHNICAL
SKILL, at their own risk. Users of our products should make their
own tests to determine the suitability of each product for their
own particular process. AMTECH will assume no liability for results
obtained or damages incurred through the application of the data
presented.
|