Die Lötpaste RMA-223AS entspricht der Norm ANSI/J-STD-004-006. Sie wurde speziell für den derzeitigen Stand der Technik in der SMD-Fertigung entwickelt. Es ist eine ausgezeichnete Lötpaste mit höchster Qualität und mittelaktivierten Resin (Ersatz-Collophonium). Die Rückstände der RMA-223AS Lötpaste sind leicht ocker und hinterlassen keine Lotkugeln. 1.0 Anwendungsgebiet Dieses technische Datenblatt beschreibt die Lötpaste RMA-223AS: der Metallgehalt kann bei Schablonendruck 89,5 % und bei Dispensen 87 % verändert werden. 2.0 Ausführung und Standard: Naßklebekraft: 12-18 Stunden Aussehen:
Homogene, dunkelgraue Paste, kein separates Flußmittel Viskosität: getestet
nach IPC-TM-650 2.4.34 und 2.4.34.2 Sphärische Gestalt des Korns: 99%
der Pulverkugeln übersteigen den 80 % Rundfaktor 3.0 Testergebnisse Der Bericht enthält Metallgehalt, Viskosität, Naßklebekraft und Lötkugeltest. Eine detaillierte chemische Analyse der Legierung ist ebenfalls erhältlich. 4.0 Verpackung Spritze: 35 g und 100 g 5.0 Garantie AMTECH bestätigt, daß das Material - bei richtiger Lagerung - alle Spezifikationen innerhalb von 6 Monaten nach Produktion erfüllt. Für FreshMix gilt dies für 24 Monate nach Verpackungsdatum. Richtige Lagerung: Gemischt bei 5 Grad C. Vor dem Öffnen soll sich das Material an die Umgebungstemperatur anpassen. FreshMix darf nicht über 23 Grad C gelagert werden. 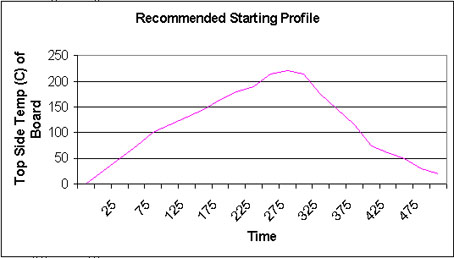
Das ultimative Ziel des Reflowprozesses ist die Erlangung qualitativ hochwertiger Lötstellen zwischen Bauteilen und Pads. Die Konsistenz im Prozess ist abhängig von der Einstellung der Wärmezuführung und der Variation der Temperatur auf der Leiterplatte. Diese kontrollierte Wärmezuführung wird PROFIL genannt. Das typische Profil inkludiert die Vorheizung, Aktivierung, Reflow-Peakzone und Abkühlung. Das Ziel der Vorheizzone ist die Erlangung
einen Temperaturverlauf von 2 Grad C / Sekunde. Dies minimiert
die Möglichkeit eines thermischen Schocks der Bauteile aufgrund
von verschiedenen Wärmekapazitäten. Die verbleibenden Lösemittel dienen als Schutz, um die Reoxidation zu verhindern, welche bereits bei diesen höheren Temperaturen auftreten würde. In der Peakzone wird die Temperatur rasch 20 - 40 Grad C über den Schmelzpunkt der Legierung gebracht. Zu diesem Zeitpunkt wird die Oberfläche vom Lot benetzt und formt die intermetalischen Verbindungen. Die Zeitspanne von ca. 30- 60 Sekunden im Reflowprozess wird DWELL-TIME genannt. Diese Zeitspanne muß lang genug sein, damit alle Lötstellen die benötigte Temperatur erreichen und zuverlässige Verbindungen eingehen können. Zulanges Verbleiben in der DWELL-TIME kann zu fehlerhaften intermetallischen Auswüchsen führen. Das empfohlene Temperaturprofil ist nicht eine gerade Linie und unterteilt sich in einzelne Zonen. Die Länge dieses Profils wird durch höhere und niedrigere Temperaturen je nach spezieller Lötcreme erforderlich. Wenn nur eine Bauteilgruppe vorhanden ist,
ist es sehr einfach dieses Temperaturprofil exakt und schnell
einzustellen. Bei unterschiedlichen Bauteilgruppen muß
auf die einzelnen Materialien Rücksicht genommen werden
und entsprechend das Profil festgelegt werden. |
